

Охлаждение подшипников
05.07.2017Этот вопрос часто задаётся в Сети. Очевидно, проблема нагрева и охлаждения подшипников для специалистов по эксплуатации оборудования очень актуальна. В настоящей статье не хотелось бы повторяться о причинах нагрева подшипников - эти причины были подробно рассмотрены в двух более ранних статьях под одноименным названием «нагрев подшипников». Поэтому предлагаю перейти к способам компенсации последствий перегрева подшипников.
Последствиями перегрева, разумеется, являются повышенный износ и поломка подшипников, а также потеря свойств смазочного материала.

Радикальным решением проблемы охлаждения подшипников выступает организация жидкостной (масляной) системы смазки, которая обладает естественными достоинствами:
- смазывание,
- охлаждение,
- удаление из узла трения продуктов износа,
- обеспечение чистоты системы смазки и фильтрация масла.
Для выполнения перечисленных функций конфигурация жидкостной системы смазывания должна включать в себя соответствующие компоненты:
- резервуар с маслом (масляный бак),
- масляные насосы (основной, дополнительный и резервный), агрегатированные с соответствующими электродвигателями,
- система трубопроводов,
- герметичные корпуса подшипников и система уплотнений,
- теплообменники для охлаждения масла (если охлаждение масла в маслобаке недостаточно),
- систему фильтрации масла.
Как видим, жидкостная система смазки представляет собой довольно сложное и дорогостоящее оборудование, выполняющее лишь вспомогательную функцию. Учитывая это, конструктор стремится всеми техническими средствами и ухищрениями упростить конструкцию оборудования, применив локальную смазку с использованием пластичных смазочных материалов. На этапе проектирования и производства это возможно, но как быть с действующим оборудованием?
Отметим, что оснастить действующее оборудование жидкостной системой смазки очень сложно и недешево. Поэтому, если оборудование смазывается пластичными смазками, то для решения задачи по охлаждению подшипников рассмотрим иные способы, используя достоинства и возможности имеющейся системы.
Впрочем, существует опыт оснащения действующего оборудования жидкостными системами смазки типа «масло-воздух» и их разновидностями, но практический опыт показывает, что эксплуатация таких систем требует высокой культуры производства, которая не всегда достижима. Гораздо рациональнее модернизировать существующую смазку подшипников с использованием пластичных смазочных материалов.

И вот почему.
Прежде всего, локальная смазка подшипников имеет предельно простую конструкцию, состоящую из, собственно, подшипника и смазки. Кстати, уплотнения для пластичных смазок часто применяются номинальные. Это могут быть и простейшие манжетные кольца, и лабиринтные уплотнения, и простая сальниковая набивка, и др. Более надежные и герметичные уплотнения в этом случае не требуются, ведь пластичная смазка за счет тиксотропных свойств сама выступает уплотняющей средой.
Однако вернёмся к проблеме охлаждения подшипников, которые смазываются пластичными смазками. Как быть в случае, когда вся система смазки состоит из смазки?
Предлагаю разделить решение задачи на 2 уровня.
- Первый уровень будет заключаться в организации воздушного обдува корпуса подшипника, а также оснащении оборудования центральной системой подачи смазки.
- Второй уровень будет подразумевать использование «правильных» подшипников и смазок.
Охлаждение подшипников
Итак, организовать обдув подшипникового узла воздухом с помощью простейшей крыльчатки, установленной на вал, по силам инженерам любого предприятия и даже простым народным умельцам. Подробно писать об этом не буду.
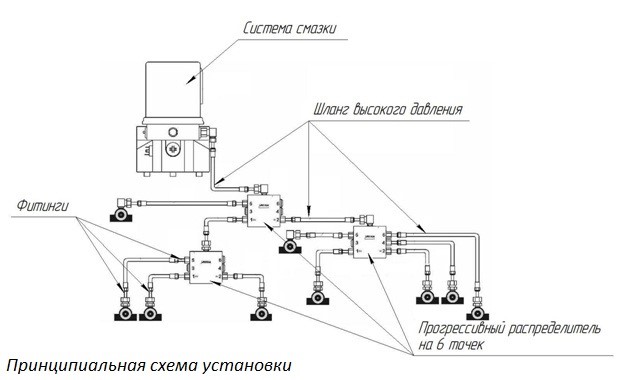
А вот об оснащении оборудования централизованной системой смазки поговорим более подробно.
Во-первых, централизованные системы смазки (ЦСС) в последнее время стали модным трендом. Оборудование для ЦСС предлагают различные производители, причем, «под ключ». Наиболее крупные и авторитетные из них – компании Lincoln и Vogel (SKF). Так что оснастить оборудование центральной смазкой довольно просто и относительно не дорого.
Для лучшего охлаждения подачу смазки следует увеличить. Это одновременно создаст дополнительное охлаждение и улучшит условия смазывания за счет более быстрого обновления смазки в узле.
Использование «правильных» подшипников
Решение проблемы нагрева подшипников за счет использования их особенностей является мероприятием, призванным предотвратить как нагрев, так и его вредное воздействие. Правильным подбором типа подшипника мы можем заметно уменьшить нагрев.
- При малых нагрузках и высоких скоростях шариковые подшипники греются меньше, чем роликовые. При высоких нагрузках и малых скоростях всё наоборот и предпочтение следует отдать роликовым подшипникам.
- Использованием высокотемпературных подшипников с увеличенными тепловыми зазорами мы можем существенно снизить их износ при нагреве.
«Правильные» смазки
Под «правильными» смазками в данном контексте я также подразумеваю высокотемпературные смазки, стойкость и смазывающие свойства которых при высоких температурах способны улучшить условия работы подшипника.
Итак, о высокотемпературных смазках.
Если мы не можем существенно снизить нагрев подшипников известными средствами, то нам следует компенсировать влияние повышенных или высоких температур использованием более стойких к температурам смазок.
Если же причина повышенной температуры в подшипниках связана с разогревом его деталей от трения и высоких удельных давлений, то следует начать с применения смазки с более высокими трибологическими свойствами.
Трибологические свойства это смазочные свойства, представляющие собой сочетание противоизносных и противозадирных характеристик смазочного материала.
Примером служит опыт решения проблемы разогрева подшипников пресс-грануляторов в производстве топливных гранул и комбикормовом производстве. Особенностями работы пресс-гранулятора (пеллетного пресса) является малая скорость вращения подшипников катков и высокие удельные давления, обусловленные усилием прессования. Применение смазок на комплексе сульфоната кальция позволило одновременно снизить разогрев подшипников и расширить верхний температурный предел смазки.
Для решения вышеописанной задачи предлагает своё решение известная в России отечественная компания АРГО. Сульфонатно-кальциевая смазка АРГО, позволившая добиться отличных результатов, называется TermoLub S460. Вот характеристики этого продукта:
|
Показатель |
Метод |
|
|
Загуститель |
- |
Calcium Sulfonate Complex |
|
Диапазон рабочих температур, ºС |
- |
-20..+180 |
|
Классификация смазок |
DIN 51502 |
KP2R-20 |
|
Цвет смазки |
Визуально |
Коричневый |
|
Класс консистенции NLGI |
DIN 51 818 |
2 |
|
Пенетрация 0,1 мм |
DIN 51818 |
265-295 |
|
Вязкость базового масла при 40ºС, мм2/с |
DIN 51562-1 |
460 |
|
Температура каплепадения,ºС |
DIN ISO 2176 |
290 |
|
Нагрузка сваривания, H |
DIN 51350 |
3920 |
|
Критическая нагрузка, Н |
DIN 51350 |
1039 |
|
Диаметр пятна износа при 40 кг, мм не более |
DIN 51350 |
0,4 |
В заключение статьи хотелось бы подвести итог. Снизить нагрев подшипника и компенсировать вредное воздействие высоких температур возможно, но только реализовав комплексный подход в решении этой задачи. Вот аспекты комплексного решения:
- Применить соответствующий нагрузочно-скоростным режимам работы узла тип подшипника (шариковый – роликовый),
- Использовать высокотемпературные подшипники с увеличенными тепловыми зазорами,
- Организовать централизованную смазку подшипниковых узлов и установить оптимальную для охлаждения интенсивность подачи смазки,
- Предусмотреть принудительный обдув подшипникового узла посредством вентилятора,
- Пересмотреть используемые смазки с точки зрения соответствия вязкостно-нагрузочных свойств реальным режимам работы оборудования, применив более оптимальные.
- Применить высокотемпературные смазки, отдав предпочтение смазкам с улучшенными трибологическими свойствами, позволяющими снизить разогрев подшипников при высоких нагрузках.
До новых встреч на страницах блога!
Павел Надежный